|
|
| (24 intermediate revisions by 4 users not shown) |
| Line 1: |
Line 1: |
| [[File:CNC Night at SudoRoom.jpg|250px|right|thumb|J teaches us how to use the old wood CNC Mill]]
| | '''CNC Mill''' or '''computer numerical controlled milling device''' is used for automatically milling or cutting away at materials like wood, plastic, or softer metals such as aluminum based on a 3D computer model. |
| | |
| | Akin to a [[Printing|3D Printer]], the CNC provides the ability to work with objects in x, y, and z dimensions. However, it provides ''subtractive'' manufacturing, rather than ''additive''. |
| | |
| | The sudo room sign by the intercom at the old 22nd st entrance was milled on such a machine! |
| | |
| | The Noisebridge wiki contains much knowledge about using CNC mills for example '''TO MILL CIRCUITBOARDS''': |
| | https://noisebridge.net/wiki/MaxNCMill#Toolchains |
|
| |
|
| [[File:CNC Mill Cutting.jpg|thumb||250px|right|Cutting a wood sign]]
| | == A big CNC machine with short Z height that we presently have == |
|
| |
|
| [[File:Teaching CNC.jpg|250px|right|thumb|J teaching us how to cut on the CNC Machine]] | | * [[JacksMill]] Jack gave us his CNC mill which we used to cut wood. It should also be able to cut soft metal like aluminum. It is located at the west wall, next to the robot control cabinet. |
|
| |
|
| '''CNC Mill''' or '''computer numerical controlled milling device''' is used for automatically milling or cutting away at materials like wood, plastic, or softer metals such as aluminum based on a 3D computer model.
| | [[File:Shapeoko.jpeg|right|thumb|Shapeoko CNC machine]] |
|
| |
|
| Akin to a [[Printing|3D Printer]], the CNC provides the ability to work with objects in x, y, and z dimensions. However, it provides ''subtractive'' manufacturing, rather than ''additive''.
| | [[File:CNC Night at SudoRoom.jpg|250px|right|thumb|J teaches us how to use the old wood CNC Mill]] |
|
| |
|
| The sudo room sign by the intercom at the old 22nd st entrance was milled on such a machine!
| | [[File:CNC Mill Cutting.jpg|thumb||250px|right|Cutting a wood sign]] |
|
| |
|
| = Our CNC Mill =
| | [[File:Teaching CNC.jpg|250px|right|thumb|J teaching us how to cut on the CNC Machine]] |
|
| |
|
| We have a brand new CNC Mill as of January 2015.
| | [[Category:Machining]] |
| It is a [http://www.mydiycnc.com/project%20overview MyDIYCNC] cnc thing
| | [[Category:CNC]] |
| It comes with a USB connector and software (LINUX).
| | [[Category:Tools]] |
|
| |
|
| [[File:Jake using the new CNC machine.JPG|right|550px|J using our new CNC - isn't it cute? Hope we can get more folks started on machining]]
| | == SHAPEOKO == |
|
| |
|
| = Old CNC Mills=
| | https://jayscustomcreations.com/2015/02/shapeoko-2-cnc-mill/ |
| ''the past! to be archived''
| |
| A few sudoers have started a goal to find, borrow, buy, or build a new CNC mill that can cut a standard 4' x 8' sheet of plywood (1.219m x 2.438m). The intention is to save time, money, and sanity to create furniture, free-standing structures, and various projects like large-scale art pieces. Also it will be a lot of fun to make / install / maintain such a machine!
| |
|
| |
|
| ==Research==
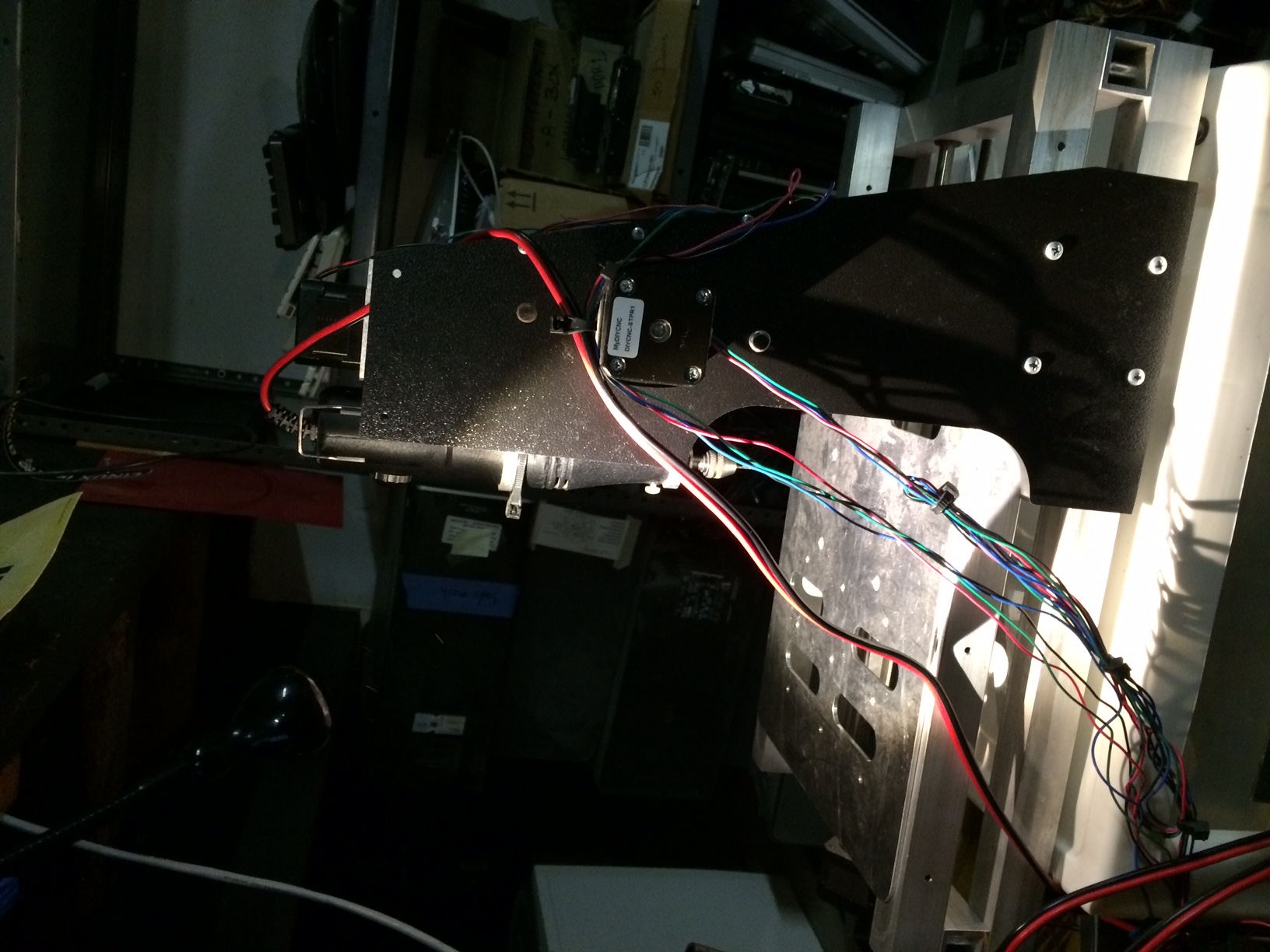
| | there is a large CNC machine suitable for soft materials like soft wood and plastic (and possibly harder materials?) located under the table in the southwest corner of sudoroom. It's made of wood and acrylic, and the wood is painted white. Nicholas cleaned it really well but inside there was still a rats nest, and they had chewed through some of the wires. Presently the XYZ stuff is working fine with a 12V power supply, but the DC motor controller for the spindle is pretty dirty from rats and the wiring from the 48v power supply to it (and e-stop and speed control) are all disconnected right now. A bench power supply could operate the spindle very easily though. |
| So far, I have only found designs, kits, and proprietary mills that cost in the $3,000 - $4,000 range:
| |
|
| |
|
| * $3,995 http://www.ebay.com/itm/CRP4896-4-x-8-Nema-34-CNC-Router-Machine-Kit-/221047250586?pt=LH_DefaultDomain_0&hash=item3377715e9a
| | When plugged into the USB of a computer, it presents as |
| * $3,235 https://www.buildyourcnc.com/blackFoot48v40.aspx
| |
| * $4,000 http://www.sindrianarts.com/kikoricnc/
| |
| * $3,795 http://www.cncrouterparts.com/crp4896-4-x-8-cnc-router-kit-p-139.html?cPath=29
| |
| * $$$ http://www.shopbottools.com/ expensive professional CNC routers
| |
|
| |
|
| Perhaps we can find a used or second-hand mill that we can re-purpose? Keeping our eyes out.
| | <code>/dev/serial/by-id/usb-Arduino__www.arduino.cc__0043_7533531343735110F120-if00</code> |
|
| |
|
| === Smaller machines ===
| | <b>[https://github.com/Schildkroet/Candle2/releases/tag/latest this software CANDLE2 seems to work to move it around, but]</b> |
| * $300 http://www.shapeoko.com/ desktop-sized XY table CNC router, open source and open hardware
| |
| * $2000 http://www.carvewright.com/am_portfolios/gallery/ CarveWright desktop sized commercial CNC thing
| |
|
| |
|
| =Jack's Mill=
| | <i><b>the machine's Grbl settings are not calibrated, so it thinks a centimeter is about 8mm!!!!!</i></b> |
|
| |
|
| In the past jack lent us his CNC mill which we used to cut wood. It was at the old SudoRoom
| | Connecing to it at 115200 baud, when pressing the reset button it says this: |
|
| |
|
| ==Maintenance==
| | <code>Grbl 1.1f ['$' for help]</code> |
| * Fairly self-maintaining
| |
| * Use a vaccuum while milling, especially with metal or large bits
| |
| * Bits can last for a while if treated with care, but aren't very expensive to replace--buy some for fun--but measure since our drill has a small chuck!
| |
| * Some items do require lubrication, but seldom
| |
| * Opening the lid along the x-axis and cleaning out debris is necessary from time to time
| |
| * Careful of hose connecting motor and drill housing, it can get tangled, require possible replacement (~$30)
| |
|
| |
|
| ==Components==
| | after $ and $$ queries, these are the responses: |
| * Power supply
| |
| * USB to serial converter '''"Smooth Stepper"'''
| |
| * Stepper motor controller '''"Gecko Drive"'''
| |
| * Computer with operation software
| |
| ** We use '''"Mach3"''' which seems to be the only software that works with our older hardware and the various other components. Unfortunately this requires windows
| |
| *** May want to experiment with running Mach3 in a VM.
| |
| ** There is a range of available design software, but what seems to work well enough for CNC machines is '''CamBam Studio''', though it is not as nice as '''Sketchup'''
| |
| *** There are ways to import STL files into CamBam (also DXF, but they are screwy), but ultimately, care must be made for what type of milling is to be done.
| |
| *** To import STL files in CamBam select: Draw > Surface > From Mesh File. Then, select an STL file.
| |
|
| |
|
| ==Tutorials== | | <code>[HLP:$$ $# $G $I $N $x=val $Nx=line $J=line $SLP $C $X $H ~ ! ? ctrl-x] |
| ===Basic Example (wood sign)=== | | ok |
| This tutorial seeks to demonstrate the existing tool-chain and a basic example of a project that a general sudoer could follow. If it fails in any fashion, please leave comments and make improvements. This is, after all, a wiki.
| | $0=10 |
| | $1=25 |
| | $2=0 |
| | $3=0 |
| | $4=0 |
| | $5=0 |
| | $6=0 |
| | $10=1 |
| | $11=0.010 |
| | $12=0.002 |
| | $13=0 |
| | $20=0 |
| | $21=0 |
| | $22=0 |
| | $23=0 |
| | $24=25.000 |
| | $25=500.000 |
| | $26=250 |
| | $27=1.000 |
| | $30=1000 |
| | $31=0 |
| | $32=0 |
| | $100=250.000 |
| | $101=250.000 |
| | $102=250.000 |
| | $110=500.000 |
| | $111=500.000 |
| | $112=500.000 |
| | $120=10.000 |
| | $121=10.000 |
| | $122=10.000 |
| | $130=200.000 |
| | $131=200.000 |
| | $132=200.000 |
| | ok |
| | </code> |
|
| |
|
| # Open '''CamBam''' and create a new file if necessary.
| | [https://web.archive.org/web/20190331225723/https://wiki.shapeoko.com/index.php/Grbl_Configuration here is an incorrect Grbl Configuration on archive.org] |
| ## If starting from an STL or DXF file, use the ''Draw > Surface > From Mesh File'' option or the ''File > Import'' option respectively.
| |
| ## Otherwise, you can design inside of CamBam, including insertion of text, which seems to use any font available in the fonts directory in the operating system.
| |
| ## On the left-hand side of CamBam, there should be an odd list with folder icons. Select the '''"Machining"''' item with a folder icon. Below, you will see some settings available for configuration.
| |
| ### At this point you should clamp the stock into place, then measure the exposed, cutting area. There is a small, open face wooden box that has different clamps, give them a try.
| |
| ### In CamBam, set the "Stock Size" but think of this as the "Cutting Area" of whatever material you'd like to mill into. There are X, Y, and Z dimensions. '''Use millimeters''' it's apparently less buggy this way.
| |
| ## Now you get to draw!
| |
| ##* We used ''Draw > Text'' and selected Palatino Linotype to make a sign for [[The Public School]].
| |
| ##* Resize your drawing to fit the desired area, etc.
| |
| ## Based on your drawing and the stock size, adjust the stock offset so it sits conveniently with your desired '''origin'''. This will be the place you center the mill later on, and should be a convenient place for ensuring the design is ultimately milled as intended.
| |
| ##* You may need to move the drawing, resize, or change its position offset again.
| |
| ## Select a '''Machining''' option from the ''Machining'' menu.
| |
| ##* We used '''Pocket''' (''Machining > Pocket'')to cut at an even depth with a width greater than the size of the bit itself.
| |
| ##* You may create multiple '''"Parts"''' by disabling the part, then selecting another Machining option. This is handy when using multiple passes over the stock, such as with a big bit and a small bit to produce clean cuts.
| |
| ##* ''There are several forms of machining (milling) available that work differently: '''Profile''', '''Pocket''', '''Engrave''', '''3D Profile''', and '''Drill'''. Read the CamBam "Help" docs for more information.''
| |
| ## Select the Machining Option item under your Part in the Machining settings for your current file (in that window on the left hand side). (E.g. we selected "Pocket1").
| |
| ##* Most important are '''Target Depth''', '''Roughing / Finishing''', '''Finish Stepover''', '''Roughing Clearance''', and '''Tool Diameter'''--especially the '''Target Depth''' and '''Tool Diameter'''.
| |
| ##** Use the digital calipers to measure the machining bit, especially if you're unsure of the size.
| |
| ##* It is '''''strongly encouraged''''' to implement test cuts first, get a sense of the affect of different settings that will help you implement the milling to your desired specifications, especially with cutting rates.
| |
| ## Finally, select ''Machining > Generate Tool Paths'' and examine the resulting paths. Does this meet your desired outocome?
| |
| ##* If not, adjust more settings until it does. This process can take a while depending on the complexity.
| |
| ##* Especially adjust '''Roughing Clearance''' which can be given negative values to oversize holes.
| |
| ## When you are confident in the tool path, generate gcode by selecting ''Machining > Produce gcode''.
| |
| # Before turning anything else on, replace the bits if necessary using the drill key tool on the tool wall.
| |
| # Turn on the power supply, located behind the monitor stand, in a hefty, vcr-looking black box. It's '''not''' a white switch, instead it looks similar to the switch on the back of a computer's power supply.
| |
| # Also turn on the USB to serial converter using which '''is''' a white switch attached to a tiny black box in between the power supply and the mill. '''Down is on'''.
| |
| # Open Mach3
| |
| ## Select ''File > Load G-Code'' and select the desired gcode generated by CamBam or from elsewhere.
| |
| ## Select the ''Reset'' button.
| |
| ## Select the ''REF ALL HOME'' button.
| |
| ##* These should set the position of the mill at a default state.
| |
| ## Using the '''up''', '''down''', '''left''', '''right''' arrow keys, jog the drill along the X and Y axes above the desired origin. This will move the drill head and the platen with your stock attached.
| |
| ## Once in a fairly close position, use the '''pgup''' and '''pgdn''' keys to ''carefully'' move the tip of the bit on the Z axis to just touching or just barely above the desired origin.
| |
| ##* '''Be careful''' not to move in the X and Y directions since this could break the bit. This is why the bit should be just above the stock when you set it as origin.
| |
| ## Now, with the bit in place select the '''Zero X''', '''Zero Y''', '''Zero Z''' buttons in order to set the origin by which your design will be milled.
| |
| ## At this point, lift the bit up in the Z direction just a tad. Select '''Reset'''. Select '''Cycle Start <Alt-R>'''.
| |
| ## If you're using text, or some image with a left-to-right or right-to-left orientation, it's likely that you will need to "flip" the image in order for it to be milled in the correct direction. Namely, setting the Scale for X to -1 did the trick for us.
| |
| ## Finally, use the '''Regen. Toolpath''' button to ensure the newly set origin takes effect.
| |
| ## When ready to begin, select '''Cycle Start''' button. Use the '''Feed Hold''' for pausing the process and '''Stop''' to end the process or in an emergency.
| |
| # Use the shopvac to vacuum up the debris as it mills.
| |
| # When making multiple passes and changing bits, you only need to re-adjust the zero (origin) for the Z axis--keeping the other two the same ensures perfect registration!
| |
| # Happy CNCing!
| |
|
| |
|
| ===Alternate Instructions===
| | [https://web.archive.org/web/20190924072420/https://github.com/grbl/grbl/wiki/Configuring-Grbl-v0.8 here is some info on configuring Grbl v0.8] |
|
| |
|
| it is composed of a few components:
| | [https://github.com/gnea/grbl/wiki/Grbl-v1.1-Configuration here's a page about Grbl v1.1 which we have] |
| * an internet connected desktop windows PC that runs special software: mach3 (icon on desktop)
| |
| * a hacked engraver that does the milling
| |
| * a stepper driver that sits between the PC and the engraver and communicates via parallel port
| |
|
| |
|
| mach3 only accepts gcode. you can either use your own gcode or use the program on the PC called CamBam to generate the gcode.
| | It runs GRBL firmware. Commands such as "X10" or "Y-20" or "X15 Y20 Z15" work to move things around. There is no command for spindle control because it's not connected to the board. |
|
| |
|
| Until we make better tutorials for CamBam please only use the CNC if you can get a CamBam tutorial from someone!
| | The XYZ movement motor controller is a [https://www.adafruit.com/product/1750|Synthetos gShield (grblShield) V5] arduino shield |
|
| |
|
| ===PCB (Printed Circuit Boards)=== | | == A CNC Mill we no longer have == |
|
| |
|
| ====Other software====
| | https://www.youtube.com/watch?v=AIGDspzMHD0 |
| * http://pycam.sourceforge.net/ open source program for generating milling paths
| |
|
| |
|
| ====Links====
| | [[File:Our new CNC.JPG|thumb|right|a cnc we thankfully no longer have]] |
| * [http://rapid-pcb.com/ http://rapid-pcb.com/]
| |
| * [http://wiki.acemonstertoys.org/Milling_Circuit_Boards AMT's instructions]
| |
| * [http://imgur.com/a/461VK photos of the CNC area with helpful descriptions]
| |
|
| |
|
| = Interested Sudoers =
| | We had a small CNC Mill as of January 2015. It was donated by Pam and was traded away for a Quick Circuit 5000 (in the 3D printer area) |
| | It was a [[myDIYCNC]] [http://www.mydiycnc.com/project%20overview link] cnc thing |
|
| |
|
| * [[User:Rabbitface|Rabbit]]
| | [[File:Jake using the new CNC machine.JPG|550px|J using our new CNC - isn't it cute? Hope we can get more folks started on machining]] |
CNC Mill or computer numerical controlled milling device is used for automatically milling or cutting away at materials like wood, plastic, or softer metals such as aluminum based on a 3D computer model.
Akin to a 3D Printer, the CNC provides the ability to work with objects in x, y, and z dimensions. However, it provides subtractive manufacturing, rather than additive.
The sudo room sign by the intercom at the old 22nd st entrance was milled on such a machine!
The Noisebridge wiki contains much knowledge about using CNC mills for example TO MILL CIRCUITBOARDS:
https://noisebridge.net/wiki/MaxNCMill#Toolchains
A big CNC machine with short Z height that we presently have
- JacksMill Jack gave us his CNC mill which we used to cut wood. It should also be able to cut soft metal like aluminum. It is located at the west wall, next to the robot control cabinet.

J teaches us how to use the old wood CNC Mill
J teaching us how to cut on the CNC Machine
SHAPEOKO
https://jayscustomcreations.com/2015/02/shapeoko-2-cnc-mill/
there is a large CNC machine suitable for soft materials like soft wood and plastic (and possibly harder materials?) located under the table in the southwest corner of sudoroom. It's made of wood and acrylic, and the wood is painted white. Nicholas cleaned it really well but inside there was still a rats nest, and they had chewed through some of the wires. Presently the XYZ stuff is working fine with a 12V power supply, but the DC motor controller for the spindle is pretty dirty from rats and the wiring from the 48v power supply to it (and e-stop and speed control) are all disconnected right now. A bench power supply could operate the spindle very easily though.
When plugged into the USB of a computer, it presents as
/dev/serial/by-id/usb-Arduino__www.arduino.cc__0043_7533531343735110F120-if00
this software CANDLE2 seems to work to move it around, but
the machine's Grbl settings are not calibrated, so it thinks a centimeter is about 8mm!!!!!
Connecing to it at 115200 baud, when pressing the reset button it says this:
Grbl 1.1f ['$' for help]
after $ and $$ queries, these are the responses:
[HLP:$$ $# $G $I $N $x=val $Nx=line $J=line $SLP $C $X $H ~ ! ? ctrl-x]
ok
$0=10
$1=25
$2=0
$3=0
$4=0
$5=0
$6=0
$10=1
$11=0.010
$12=0.002
$13=0
$20=0
$21=0
$22=0
$23=0
$24=25.000
$25=500.000
$26=250
$27=1.000
$30=1000
$31=0
$32=0
$100=250.000
$101=250.000
$102=250.000
$110=500.000
$111=500.000
$112=500.000
$120=10.000
$121=10.000
$122=10.000
$130=200.000
$131=200.000
$132=200.000
ok
here is an incorrect Grbl Configuration on archive.org
here is some info on configuring Grbl v0.8
here's a page about Grbl v1.1 which we have
It runs GRBL firmware. Commands such as "X10" or "Y-20" or "X15 Y20 Z15" work to move things around. There is no command for spindle control because it's not connected to the board.
The XYZ movement motor controller is a gShield (grblShield) V5 arduino shield
A CNC Mill we no longer have
https://www.youtube.com/watch?v=AIGDspzMHD0
a cnc we thankfully no longer have
We had a small CNC Mill as of January 2015. It was donated by Pam and was traded away for a Quick Circuit 5000 (in the 3D printer area)
It was a myDIYCNC link cnc thing






