
8 Aug
2013
8 Aug
'13
12:08 p.m.
hey dan,
i printed the threads about half a millimeter small then chased them with a 1/8" pipe
tap to clean them up and they fit up very tight! the model actually has 45 degree thread
profile instead of 60 degrees like american pipe and screw threads, just for printability.
since this is a strainer, it's ok to have little gaps, but if it were anything where
i'd be worried about leaks, would definitely opt for some pipe dope on the threads.
haven't fielded it yet but it did screw onto a 1/8NPT hose barb quite nicely! If
anyone is interested in learning how to model screw or pipe threads, PM me.
you need the dimensions - http://machiningproducts.com/html/NPT-Thread-Dimensions.html
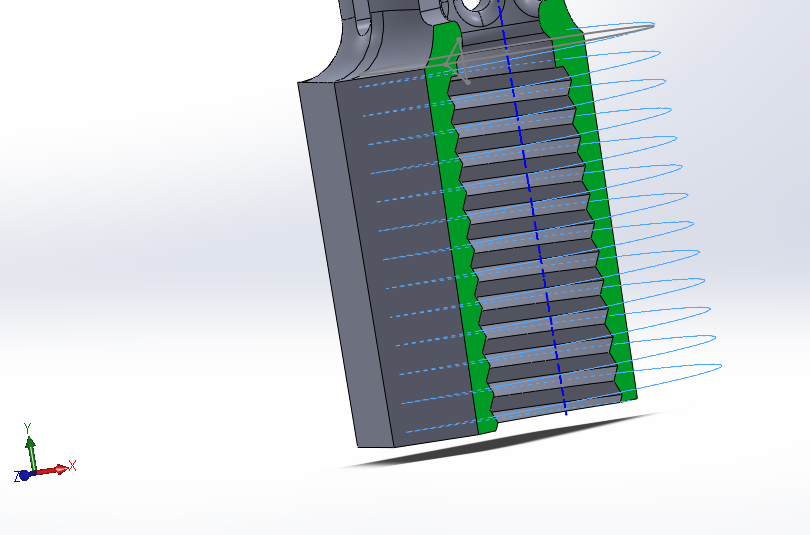
then in solidworks, you draw a circle with same diameter as the pipe OD (which is bigger
than the nominal size since for plumbing it's what's on the inside that counts) at
the face you'll be penetrating with threads, and draw a helix from there (EX1) . for
pipe threads, the helix should be tapered 1 degree 47 minutes, but i just use 1.75 degree.
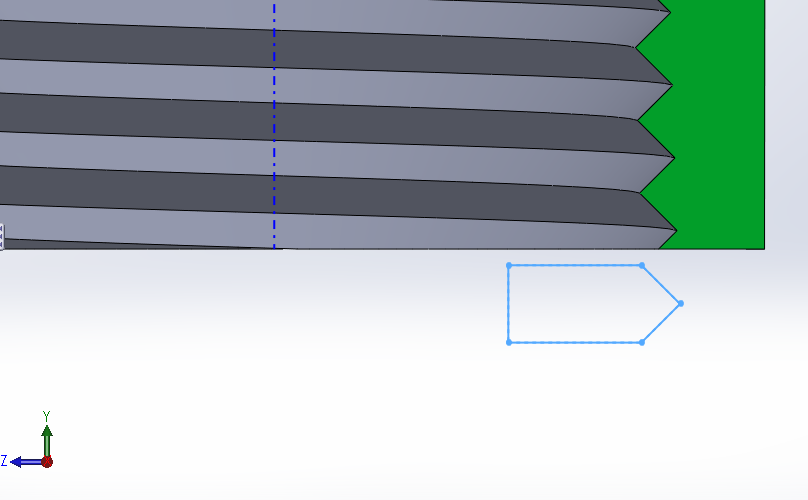
then perpendicular to the plane of that circle, you draw the tooth profile (EX2) and use
the Swept Cut tool to scoop out the tooth profile along the path of the helix you just
created.
i have an extra 4-40 tap/drill that I'll bring into the sudo shop, which is the finest
I have on hand.
i found kisslicer put some weird geometry into previously empty space of the build but
overall it worked ok.
as to the toolchain for using the 3d printer, the steps are basically:
1- create a cad model with geometry that is printable
2- export to .stl format, which is basically a list of triangular faces that define the
surface
3- use a slicing utility to create the stacks of (2D cross-section) toolpaths that the
extruder will follow and save as g-code
4- import g-code to printer host software, connect to printer, check that the Z axis
won't collide with the table, and print!
cheers,
hol
Aug 8, 2013 11:42:38 AM, dan(a)danfinlay.com wrote:
That looks nice, Hol! How is the threading holding up? I've defaulted to just make
holes too small then tap it with self-tapping plastic screws, but I needed much finer
teeth. If it gives you trouble you could try just tapping the plastic with the final
piece, if it seems too brittle, just heat up the threaded piece first! 200C should do ;)
Thanks again, dan!
Aug 7, 2013 04:03:24 PM, somniac(a)me.com wrote:
I've done it! Here's the rundown:
>Previously your host software was probably
"Repetier-Host", which was a nice little suite with the slicer and host software
in one package. Now things are a little different:
>First you'll use KISSlicer to slice an
.stl model into your .gcode file, then you'll open PronterFace, where you can load
that .gcode file and tell the printer to print it. It's actually fairly similar, all
the same general functions, just in two pieces of software.
>Good luck!
>-Dan
>On Aug 7, 2013, at 11:24 AM, Hol Gaskill
hol(a)gaskill.com> wrote:
>> Hi Folks,
>
>> Who has used the 3D printer since the
host computer was re-imaged or knows where to find documentation on how to use it posted
somewhere? I used the old one frequently but it was in a windows environment, tried to
show someone how to use it the other day and was dumbfounded. Trying to print out some
intake strainers to keep pumps from sucking in duckweed.
>
>> Cheers,
>> Hol
>>
_______________________________________________
>> sudo-discuss mailing list
>> sudo-discuss(a)lists.sudoroom.org
>>
http://lists.sudoroom.org/listinfo/sudo-discuss
>_______________________________________________
sudo-discuss mailing list
sudo-discuss(a)lists.sudoroom.org
http://lists.sudoroom.org/listinfo/sudo-discuss
_______________________________________________
>sudo-discuss mailing list
>sudo-discuss(a)lists.sudoroom.org
>http://lists.sudoroom.org/listinfo/sudo-discuss
---Marina: Documentation is probably worthy of a
project, since it's not really a community resource unless the community can figure
out how to use it. What I said to Hol could be enough for someone willing to do some
research on their own, or familiar with the general concept.
Here's a very brief expansion that could be pasted on the wiki to get the self-driven
learners started (I really don't know if I have wiki access, it's been a while,
just humor me here):
Steps to using the 3D printer:
1. Convert your 3D model (.stl, ...) to machine-instructions, or '.gcode' using
KisSlicer. Our KisSlicer is currently calibrated for our Type A Machines printer using
1.75mm PLA, its print bed size, and its nozzle diameter. Hang on to that .gcode file!
2. To control the printer itself, and send the gcode instructions to the printer, we use
Pronterface. Once the printer is powered on and connected, Pronterface will give you the
ability to heat up the nozzle, move any of the motors (don't push plastic through a
cold nozzle or raise the bed past where it's touching the nozzle!), and even send a
series of instructions to the printer straight off a .gcode file. And that's all
that's involved software-wise!
Hardware Troubleshooting:
The nozzle can jam! That plastic is only being pushed through the hot tube of metal by a
pretty small motor, so if there's a little resistance in the hot-end, it's easy
for the extruder's motor to slip, gradually shredding up the plastic in that spot and
certainly not printing.
Before you start printing, it's a good idea to heat up the hot end (PLA melts at 185C,
some people like to print a little hotter for smoother flow) and then extrude some
plastic, to make sure it's coming out. We've had some jams with this hot-end
before, and if you have trouble, you might want to clear it:
To clear out the hot-end: Just heat up the hot end, reverse the extruder until you can
pull out the plastic filament thread, and then push something like a pin through, as long
as it is narrower than the hot end tip. Last I checked there was a very thin alan wrench
on the desk, and it worked great once I angled it so it could go in there.
Other problems can vary dramatically. A keen eye and a practical mind can figure out lots
of them! They can include:
-Small plastic bits interfering with the pulleys and the timing belts, making for weird
lumps in the shape.-Stepper motors slip and will just click without moving if they are
experiencing too much resistance for the current they're being supplied, something
might be in the way!
And more! Please contribute to this list as you encounter problems with our printer and
solve them.
Good luck!-Dan
-Dan
On Aug 7, 2013, at 9:35 PM, Marina Kukso
marina.kukso(a)gmail.com> wrote:
thank you guys!
is the 3d printer available for anyone to use now? do we need new documentation for those
who'd like to use it?
- marina
On Wed, Aug 7, 2013 at 7:15 PM, Hol Gaskill hol(a)gaskill.com> wrote:
OK didn't turn out perfect but I have some results to use in refining the model
for printability.
{kind=link}
{kind=link}